- KINKING will result in permanent rope deformation and localized wear. It is generally caused by allowing a loop to form in a slack line and then pulling the loop down to a right permanent set.
- OVERLOADING results in accelerated wear, abrasion, rope crushing and distortion on drums and sheaves, and could result in complete rope failure.
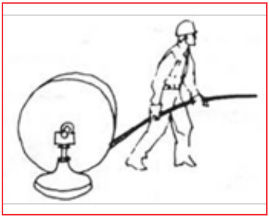
- DRAGGING wire rope over a bank or some other object results in localized wear, which means shorter life.
- IMPROPER SPOOLING results in crushed and distorted ropes and comes from careless installation and operation of the rope.
- WHIPPING a line, which results in many squared off broken wires, comes from jerking or running the line loose.The following recommendations are general guides for getting the longest life from your wire rope. All Rigging Company representatives are available to provide advice in specific situations. Our technology and experience are as close as your telephone.
Unloading, Unreeling and Uncoiling
Suitable precautions should be taken to prevent dropping of reels or coils during unloading and moving. If the reel should collapse, it may be impossible to remove the rope without serious damage.
Special care should be taken in unreeling wire rope to avoid kinking, which can result in permanent damage to the rope. The reel should be mounted on jacks or a turntable so that it will move freely. It should be unreeled straight and under enough tension to keep it from starting a loop.
A coil should be unwound by rolling along the floor like a hoop. Coils should never be laid flat and the free end pulled out.
Winding on a Drum
Proper practices for transferring rope form reel to drum:
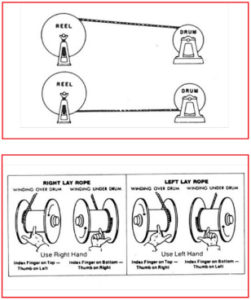
The reel should be placed as far from the drum aspossible in order avoid putting any turn into the rope. Rope should be wound from top-to-top or bottom-to-bot- tom to avoid reverse bends, which tend to make a rope harder to handle.
Use enough tension to avoid kinking.
There is usually only one way to install rope on a grooved drum.
On ungrooved drums, the “rule of thumb” guides installation. The first represents the drum; the index finger the wire rope; and the thumb the direction of the proper dead end location. use the right hand for right lay ropes, left hand for left lay ropes. For overwinding, the palm is down; for underwinding, the palm is up. Most drum anchors are set for right lay rope since it is the most common specification.
On installations where the rope passes over a sheave onto the drum, the  maximum fleet angle (angle between the center line of the sheave and the rope) should be not more than 1 1/2 degrees for a smooth-faced drum and 2 degrees for a grooved drum. A 1 1/2 degree fleet angle is equivalent to 38 feet of lead for each foot of rope travel on either side of the center line of the sheave. Smaller fleet angles may result in the rope piling up on the drum. Larger fleet angles may cause excessive wear from rubbing against the flanges of the sheave as well as excessive crushing and abrasion of the rope on the drum.
maximum fleet angle (angle between the center line of the sheave and the rope) should be not more than 1 1/2 degrees for a smooth-faced drum and 2 degrees for a grooved drum. A 1 1/2 degree fleet angle is equivalent to 38 feet of lead for each foot of rope travel on either side of the center line of the sheave. Smaller fleet angles may result in the rope piling up on the drum. Larger fleet angles may cause excessive wear from rubbing against the flanges of the sheave as well as excessive crushing and abrasion of the rope on the drum.
Break In
A few trips through the working cycle at slow speed and light load will set the strands firmly in place for smooth, efficient operation.
On applications using a wedge socket, such as drag and hoist ropes, it is also a good idea to cut off a short section of rope to allow twist to run out and to equalize the strands.
Operation
Skillful operation is important to wire rope performance. Rapid acceleration, shock loading and excessive vibration can cause premature rope failure. Smooth, steady application of power by the equipment operator can add signifi- cantly to wire rope service life.
Shifting Wear Points
Some sections of most wire ropes get more wear than oth- ers. A regular inspection program will identify points of wear and lead to wear-shift practices that will extend wire rope life.
In many commom situations, cutting off short lengths of the rope will redistribute the points of maximum wear:
Rope on a drum with two or more layers will wear at the point where the rope starts each successive layer.
Crane ropes will fatigue at an equalizer sheave. Careful inspection is required to identify fatigue points.
Hoist ropes will frequently fail from vibration fatigue at sockets,clips and dead end points.
On most installations, wear and fatigue are more severe on one half of the rope than the other. Changing a rope end-for-end more evenly distributes wear and fatigue from repeated bending and vibration.
Lubrication
Factory lubrication is not always sufficient to last the useful life of wire rope. Periodic field lubrication may be required to minimize friction and provide corrosion protection.
Important guides for field lubrication.
Ropes should be inspected frequently to determine the need for lubrication.
Clean the rope thoroughly with a wire brush, scraper or compressed air to remove foreign material and old lubri-cant from the valleys between the strands and the spaces between the outer wires.
The lubricant should be applied at a point where the rope is being bent in order to promote penetration within the strands. It may be applied by pouring, dripping or brushing.
Used motor oil is not recommended as a wire rope lubricant.
Measuring Wire Rope
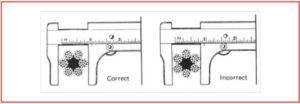
The diameter if a wire rope is the diameter of the smallest circle which will enclose all the strands. Measurements should be made to the outer wires.
Have A Question or Inquiry on What We Offer?
OUR AFFILIATES
We are proud to work alongside some of the world's most prominent industry leaders in our field!
We Provide Wire Rope, Chain, Synthetic Slings, Cargo Control, Hardware, Fall Protection, and various other types of equipment for the utility, Marine, and construction industries. ARC is a factory authorized repair center for IKAR/Ultra Safe retractable lifelines and renfroe clamps. In addition, we offer inspection and proof testing services.